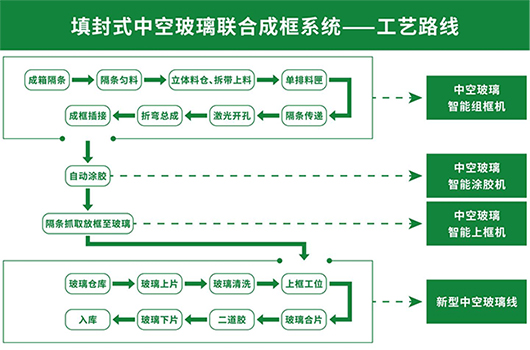



工艺流程简述
成箱间隔条立体料仓储料流程:
步骤一:成箱包装的填封式间隔条通过转运车运送至间隔条自动匀料工位,自动进行匀料(匀料目的:改善间隔条内部干燥剂不均匀状态);
步骤二:匀料后进行拆箱,拆箱后的间隔条码至立体料仓,进行储料(注:可同时存放9种规格的间隔条);
间隔条组框流程:
步骤一:根据订单需求自动从立体料仓内调用与订单尺寸对应长度的间隔条,再将间隔条码至单排料匣进行二次存储;
步骤二:单排料匣内二次存储的间隔条外部捆绑有打包带,打包带通过自动裁切、收集至废料箱;
步骤三:拆带后的间隔条在单排料匣内做单根递进的出料动作;
步骤四:由单根间隔条抓取机构,抓取间隔条后放置于激光开透气孔工位,开透气孔;
步骤五:已开好透气孔的间隔条输送至间隔条双工位折弯机构;
步骤六:折弯完成后的间隔条通过框传递机构输送至间隔条插接工位;
步骤七:插接工位自动裁切适配尺寸的空间隔条后进行插接组框;
步骤八:自动组框完成;
隔条自动涂布丁基胶流程:
步骤一:组框完成后的间隔条通过框传递机构输送至间隔条自动卸框工位进行自动卸框;
步骤二:间隔条自动卸框后放置于传送带并输送至中空玻璃智能涂胶机工位进行涂布丁基胶;
步骤三:智能涂胶机的胶嘴可根据间隔条宽度进行自动调节,并涂布丁基胶;
步骤四:自动涂布丁基胶完成;
隔条自动上框流程:
步骤一:涂布完成后的间隔条框通过传送带输送至中空玻璃智能上框机工位;
步骤二:智能上框机自动识别间隔条框尺寸,自我调整后进行抓取;
步骤三:抓取间隔条框后自动对正并平稳安放于玻璃表面;
步骤四:自动上框完成
单套流程结束后,依次循环。